Vous n’avez qu’une seule buse mais vous voulez plusieurs couleurs pour votre impression 3D ? J’ai peut-être de quoi vous dépanner 😉
La théorie derrière l’impression en plusieurs couleurs :
Si vous avez une imprimante avec le firmware Marlin, vous pouvez bénéficier du GCode Filament Change : M600
Notez également qu’il vous faut un écran de contrôle sans quoi vous ne pourrez pas relancer l’impression 😉
Il vous suffit de gérer votre GCode comme d’habitude puis de l’éditer avec votre éditeur préféré. Je vous recommande quand même NotePad++.
Vous allez à la ligne à laquelle vous voulez changer de couleur et vous sautez une ligne.
Il vous suffit ensuite d’insérer le GCode M600.
Exemple :
; layer 150, Z = 30
; inner perimeter
G1 X119.280 Y119.280 F4800
G1 Z30.000 F1002
M600
G1 E0.0000 F3600
G92 E0
G1 X80.720 Y119.280 E1.5852 F1350
Sous NotePad++, il suffit de faire un Ctrl+F pour rechercher notre couche.
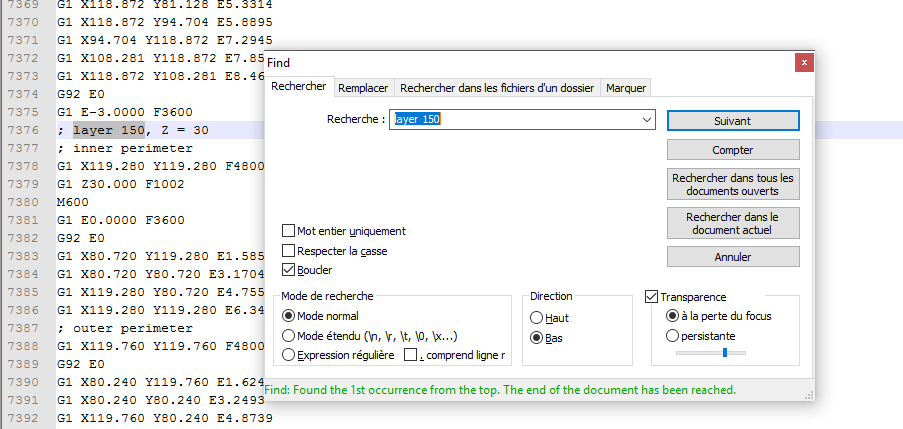
Sautez une ligne puis insérez le M600.
Il faut ensuite lancer l’impression.
La pratique de l’impression en plusieurs couleurs :
[notification type= »alert-danger » close= »false » ]Attention ! Si vous imprimez avec une connexion série (au PC ou via Octoprint), il faut être rapide lors du changement de fil ![/notification]
En effet, le code M600 n’est pas bien été géré au niveau de la connexion série. Si vous mettez trop de temps avant de relancer (en appuyant sur le bouton de l’écran), le logiciel de pilotage (sur le PC ou via Octoprint) va interpréter ça comme un timeout et va se déconnecter. Par conséquent, quand vous appuierez sur le bouton, rien ne se passera et il faudra tout éteindre et tout débrancher pour tout recommencer.
Notez également que si vous pilotez sur un PC avec Repetier-Host au lieu de faire un M600, vous pouvez faire une pause avec le code :
;@pause
La solution c’est la carte SD. Pas de soucis de timeout.
Maintenant que vous êtes prévenus, on lance l’impression.
Lorsque l’imprimante arrivera au GCode M600 et en fonction de votre configuration dans Marlin, elle va rétracter un peu de fil, remonter la buse, ranger la tête sur le coté (Home X) et rétracter encore du fil.
Elle va alors se mettre à biper (si vous avec un écran avec un buzzer) et afficher un message vous demandant que changer de fil.
[notification type= »alert-warning » close= »false » ] C’est à ce moment là qu’il faut être rapide si vous n’utilisez pas la carte SD[/notification]
On retire le fil (beaucoup de fil si on a un bowden comme moi) et on met le nouveau. On le pousse un peu à la main pour qu’il ressorte de la buse. Faites également attention à ne pas bouger la tête.
Nettoyez la buse des petits fils fondu, sans quoi ils vont se coller a la pièce et ça va pas être très propre.
On clique ensuite sur le bouton de l’écran et c’est bon ! Elle reprend là où elle en était.
Vous pouvez mettre autant de M600 que vous voulez.
Regardez plutôt :
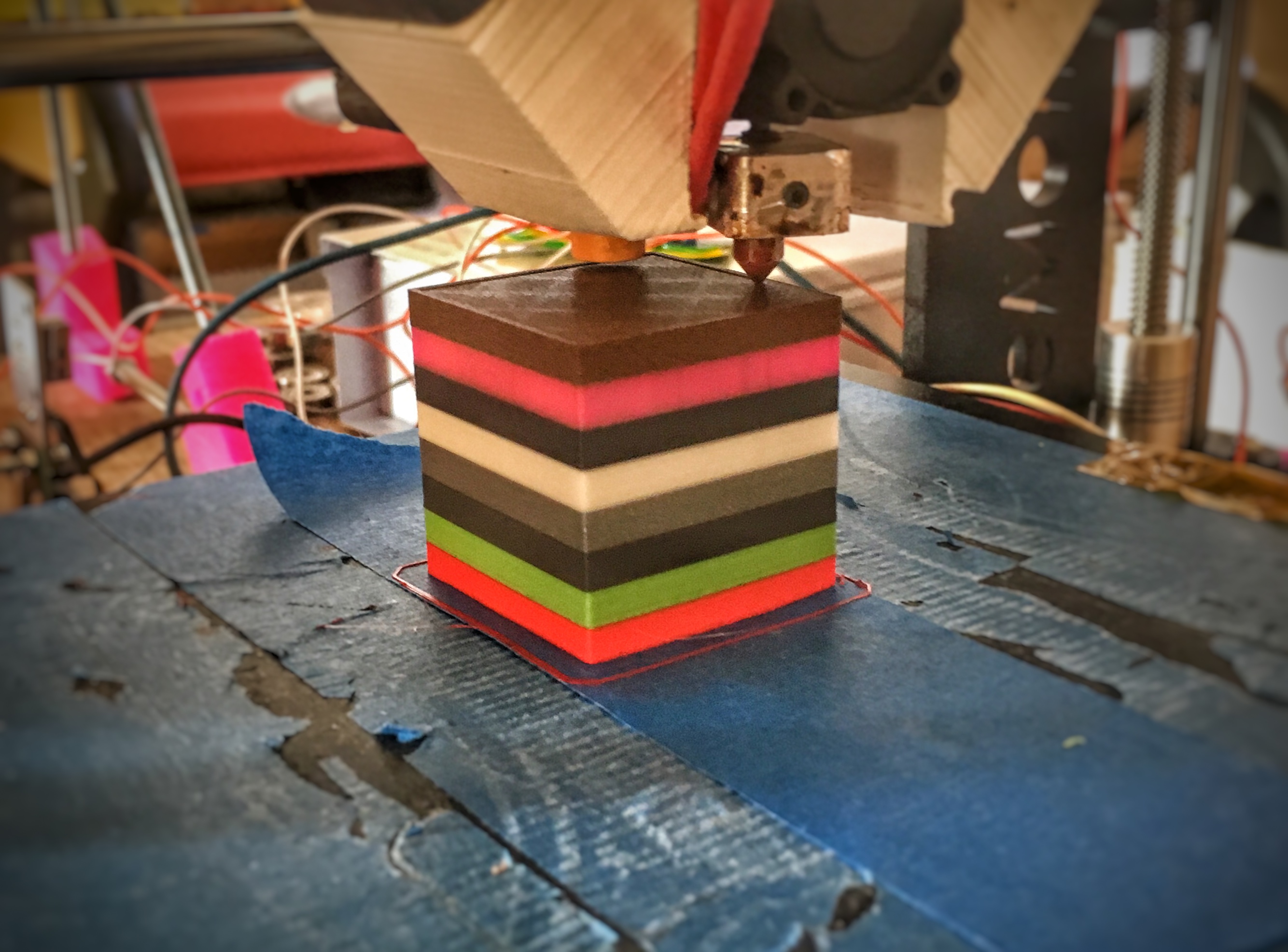 De bas en haut : PLA Rouge, PLA Vert Pomme, PLA Gris, PLA Argenté, PLA Blanc, PLA Noir, PLA Rose, PLA Bois
De bas en haut : PLA Rouge, PLA Vert Pomme, PLA Gris, PLA Argenté, PLA Blanc, PLA Noir, PLA Rose, PLA Bois
Il faut juste que vous utilisiez du filament qui a les même propriétés.
Automatisation de la modification du GCode :
Après une petite discussion sur Twitter, on m’a appri l’existence d’un super outil (merci @pzeups).
Le site PrusaPrinters.org possède un outil en ligne pour insérer des pauses de changement de filament dans votre GCode.
Rendez vous sur le site, déposez votre GCode, choisissiez les hauteurs de changement et récupérez le nouveau fichier !
Un petit gif :
[bs_row class= »row »]
[bs_col class= »col-sm-4″][/bs_col]
[bs_col class= »col-sm-4″] [/bs_col]
[/bs_col]
[bs_col class= »col-sm-4″][/bs_col]
[/bs_row]
Voilà, j’espère qu’avec ça vous avez compris comment faire pour changer de couleur pendant une impression.
Si vous avez aimé, n’oubliez pas de partager et en cas de questions. Je me ferai un plaisir d’y répondre dans l’espace commentaires 😉




Pingback: Tuto - Imprimez vos créations Minecraft - Maelremrem.xyz | Blog